
-
站内搜索

-
公众号中搜索
乐克实验室或用微信APP
扫一扫右边二维码
或用微信APP
扫一扫右边二维码

菜单
搜索

![]()

型号:
什么叫超声波 ? 超声波是指频率高于人类听觉的振动波。 可听范围通常超过每秒18000个周期(赫兹)。 超声波原理 超声波的基本原理电能转换为机械能。 高频电能以往复式垂直运动的形式产生在焊接的金属料产生摩擦热。在超声波焊接中,这种摩擦热使金属熔接,达到焊接目的。 超声波系统 超声波配置系统由以下: 主要元件:驱动电箱,变幅杆,换能器,焊头,气动机械运动和夹具,
服务网点查询全国服务热线400-998-9023
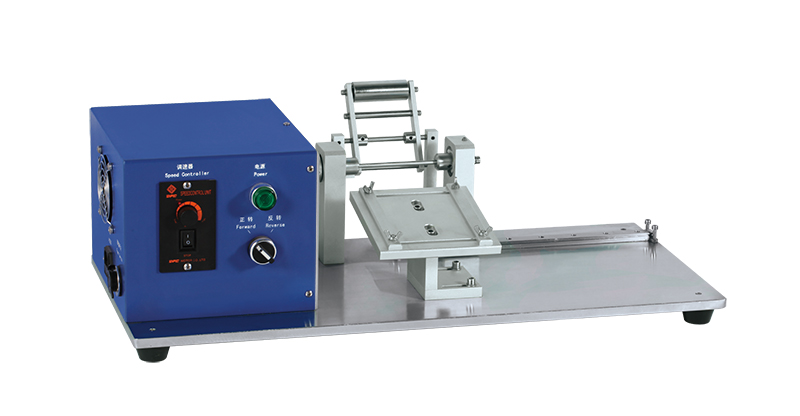
焊接机头
1:振子连接插头(连接发生器即主机)
2:电磁阀,风扇链接头(连接风扇发生器驱动电磁阀)注意风扇为220V
3:焊头(焊接工件的工件,根据频率可以分成20K,25K,35K,40K等,根据焊接要求可以分不同形状如图B)
4:底膜垫块(焊接模具可以有不同形状如图A)5:焊头下行调节螺丝(用于调节焊头下行的距离)
6:焊头上行调节螺丝(调节焊头向上运动距离)
7:焊头行程固定螺丝
8:调压阀(气压接入口,通气后可以调节气压大小,同时可以过滤气泵的水分)
9:电磁阀(接通主机后控制气缸上下运动,同时可以调节进出气的大小)
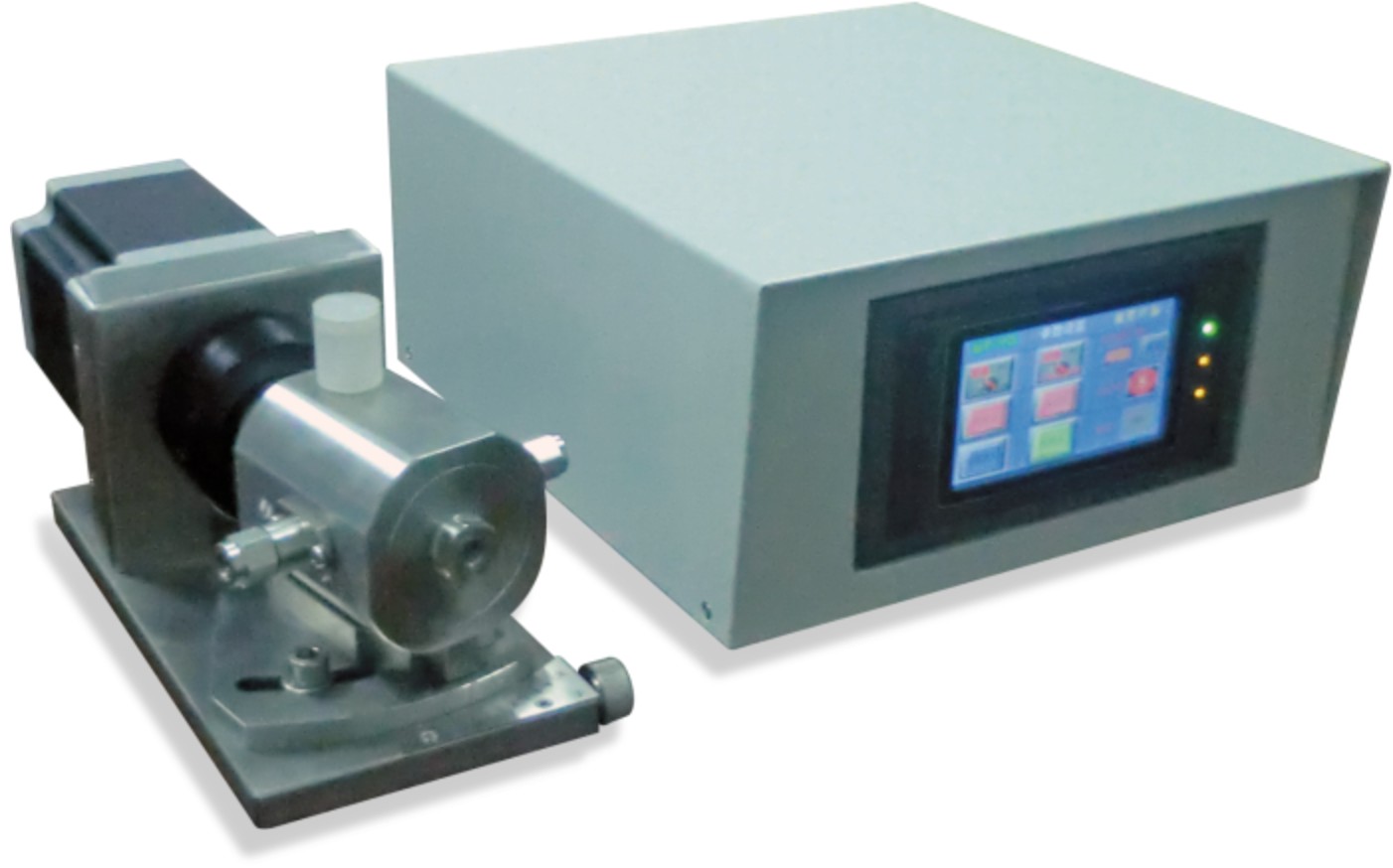
超声波发生器控制面板
1:模式(自动,调模两种模式)
工作时调自动模式,更换模具时调模模式
2:电流(每次工作时实际电流大小,体现机器的功率大小,此项目不可调)
3:频率
(每次工作时机器自动追踪的频率确保机器的稳定性,此项目不可认为调整)
4:产量
(计数作用,每工作一次数字增加1)
5:扫频
(发生器跟焊头,振子之间的频率校准,更换焊头时按扫频按钮,发生器跟振子,焊头的频率自动校准匹配)
6:调模(模具更换,调平按调模按钮,以防误 触发)
7:自动(焊接工件时按自动,机器开始运行)
8:延迟(焊头下降到发出声波之间的时间,此段时间发声器不发出超声,此项目可根据实际焊接工件调整设置)
调整参数时轻触数字框输入数字,建议从小到大输入
9:焊接(发生器发出声波时间,此项目可根据实际工作调整设置)
调整参数时轻触数字框输入数字,建议从小到大输入
10:冷却(声波完成后焊头停留在工件上时间,此项目可调整设置)
调整参数时轻触数字框输入数字,建议从小到大输入
11:振落(发生器二次发声时间,防止工件沾住焊头,此项目可以根据实际工作调整设置)
调整参数时轻触数字框输入数字,建议从小到大输入
12:振幅(调整机器的功率大小,此项目可根据实际工作调整设置)
调整参数时轻触数字框输入数字,建议从小到大输入
13:复位:(机器过载时按复位清除过载)
轻触复位按钮轻触报警
14:清零:(清除产能计数)
轻触清零按钮清除产能
15:音波测试(测试发声器是否发音波,电流,频率是否正常)
轻触音波测试按钮测试音波
16:设备尺寸:80*80*100 /重量:61KG
操作步骤
1:发生器跟焊接机头连接好(如上图把图一超声波发声器跟图二焊接机头连接好,连接脚踏开关)
2:连接电源(如图三把电源跟主机连接好,注意没有特殊标识此机器使用电源为50hz220v用电)
3:连接气源(气源通过调压阀接入如图二第3点所示,气管推荐为M8)
4:调整好焊头(根据焊接工件调整好焊头,焊接时要保持上模跟下模平整)
5:打开电源开关
6:测试机器声波(如图一先按扫频按钮第5项自动匹配发生器振子焊头的频率在图一第15项测试声波是否匹配正常)
注意:发声波器振子匹配正常时电流一般0.3左右,频率40K
7:气压调整:连接气源通过调压阀控制气压大小一般气压控制在(2-3公斤)
8:调整好焊头高度(通过气缸如图图二1来调节焊头下行距离,通过限位螺丝如图二8来调节焊头的上行距离)
9:功率调节(如图一12根据工件来调节设备所需要的能量,通过调节振幅来调节功率大小)
10:时间调节(如图一11.12.13..14调整焊接时间的长短,注意调整好焊接时间,焊接时间为超声长短对焊件的影响较大)
注意:焊接时间跟振幅配合调整以达到焊接效果最佳










 扣式电池
扣式电池 叠片/卷绕软包电池
叠片/卷绕软包电池 圆柱电池/圆柱超级电容
圆柱电池/圆柱超级电容 超级电容器电池
超级电容器电池 钙钛矿电池试验
钙钛矿电池试验 叠片方壳/卷绕方壳电池
叠片方壳/卷绕方壳电池 固态电池/固态电解质片
固态电池/固态电解质片


