
-
站内搜索

-
公众号中搜索
乐克实验室或用微信APP
扫一扫右边二维码
或用微信APP
扫一扫右边二维码

菜单
搜索

![]()
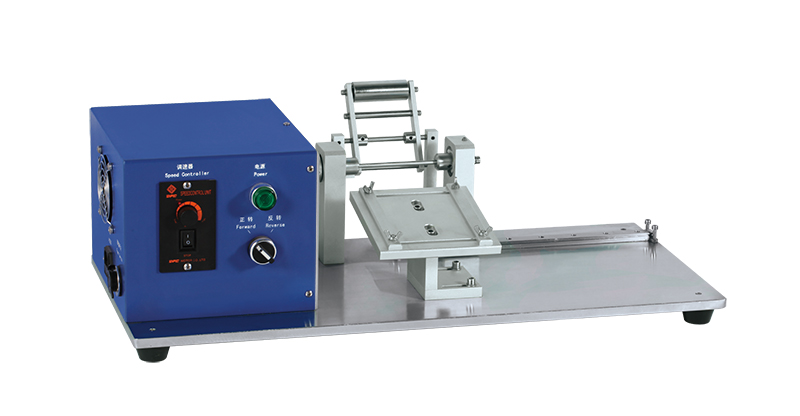
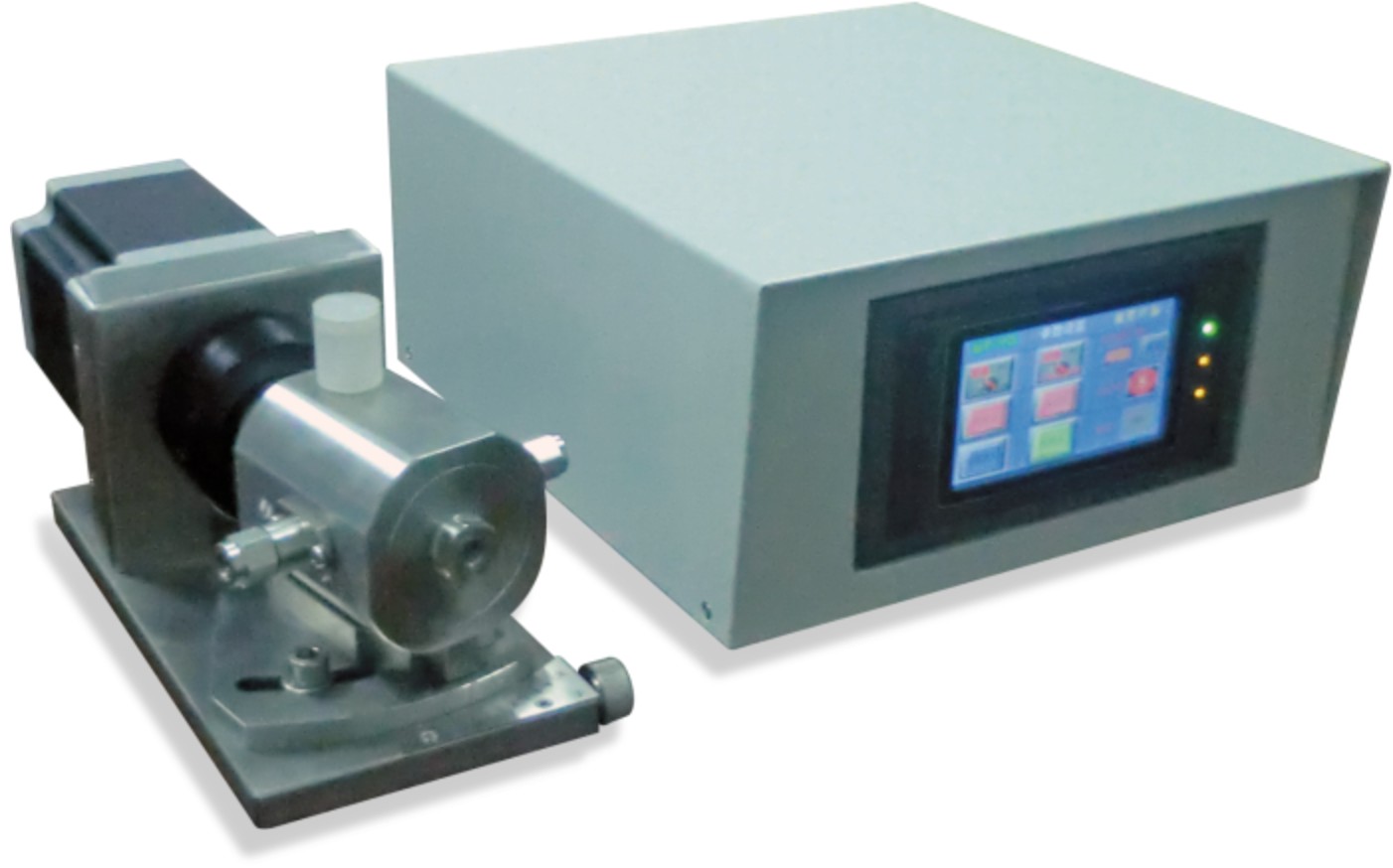
1.壳体放置和取出:在滚槽机静止状态下,手动向右推导向座,把壳体底端放入导向座的夹套内,顶端放入滚槽模具内,把手移开,壳体定位放置完成;按上述步骤操作即可取出壳体。
2.壳体滚槽:滚槽分手动和自动。
手动滚槽:壳体放置完成后,手动操作控制箱,先调节到手动操作,按夹紧按键,调速器打开,调节客户所需的转速(客户可根据壳体材质和要求,调节需要的转速),建议一般调至中间位置,转速约300r/S,再按滚槽按键,滚槽刀进行下压滚槽,(注:手动或自动滚槽前,必须查看滚槽刀的位置是否合适,防止滚槽刀与模具碰撞,先手动调节好夹紧气缸和滚槽气缸的相关位置)滚槽高度调节在夹紧气缸尾端,通过调节螺母的左、右达到所滚槽的高度,滚槽深度调节在滚槽气缸尾端,通过调节螺母的上、下达到所滚槽的深度。
自动滚槽:在手动试样尺寸合格后,滚槽高度确定,滚槽深度确定,方可进行自动滚槽 生产;先调节到自动操作,壳体放置好后,脚踩一下脚踏开关,滚槽自动进行,完成滚槽动作后自动停止。(注:滚槽可通过计时器设定,控制滚槽的时间长短)










 扣式电池
扣式电池 叠片/卷绕软包电池
叠片/卷绕软包电池 圆柱电池/圆柱超级电容
圆柱电池/圆柱超级电容 超级电容器电池
超级电容器电池 钙钛矿电池试验
钙钛矿电池试验 叠片方壳/卷绕方壳电池
叠片方壳/卷绕方壳电池 固态电池/固态电解质片
固态电池/固态电解质片



